Uurime polüetüleentorude keevitamise tehnoloogiat
Üha sagedamini kasutatakse tootmises ja kodumajapidamises kasutatavaid polüetüleentorusid: need on kaalult kerged ja madala hinnaga, ei roosteta ja mis kõige tähtsam, neid on lihtne paigaldada. Kõige usaldusväärsem kinnitusviis jääb polüetüleentorude keevitamiseks. See on aeganõudvam meetod kui mehaaniline ühendus, kuid selle kvaliteet on kõrgem. Peaasi, et järgitakse polüetüleentorude keevitamise tehnoloogiat. Kõik kvalifitseeritud keevitajad peavad olema sertifitseeritud.
Kõige sagedamini kasutatakse kolme tüüpi keevitust: pistikupesa, põkk ja elektriühenduse abil. Artikkel keskendub põkkkeevitusele.
Põkkkeevitust saab kasutada juhul, kui paigaldatavate torude läbimõõt on vähemalt 50 mm ja seinapaksus vähemalt 5 mm. Selle tehnoloogia järgi on segmendid tihedalt fikseeritud, parema kontakti saavutamiseks joondatakse servad, kuumutatakse spetsiaalse seadmega ja sulatatakse, mille järel torujuhe ühendatakse ja keevitatakse. Kui teete kõik õigesti, moodustub puhas ja ühtlane õmblus.
Põkkkeevitamisel peate meeles pidama ka järgmisi nüansse:
- õhutemperatuur ruumis, kus tööd tehakse, või tänaval ei tohiks olla alla -15 ° ja mitte kõrgem kui + 45 °;
- torud peavad olema sama läbimõõdu ja SDR-iga ning valmistatud samast polüetüleenist.
Tööprotsess
Polüetüleentorude põkkkeevitamise tehnoloogia võib jagada kuueks etapiks:
- Torude ettevalmistamine ja joondamine.
- Vastamisi.
- Küttekeha (keevituspeegli) paigaldamine ja soojendus.
- Küttekeha eemaldamine (pärast torude otste sulamist).
- Keevitamine.
- Jahutus.
Enne töö alustamist tuleb torud ette valmistada. Lõika need soovitud pikkusega tükkideks, jälgides samas, et lõige oleks ühtlane. Kõik osad, sealhulgas liitmikud, tuleb puhastada ja rasvatustada. Pärast seda kinnitatakse segmendid keevitusseadme tsentralisaatorisse.
Teine etapp on kärpimine, see tähendab, et kogu liigne materjal eemaldatakse spetsiaalse lõikuriga. Elektritrimmerit on mugav kasutada: seade joondab torude otsad täisnurga all, eemaldab kõik konarused ja laastud.
Katmist tuleb jätkata, kuni saadud laastud hakkavad ühtlase ribana välja tulema. Veendumaks, et lünki pole, viiakse osad kontrollimiseks kokku. Tuleb meeles pidada, et torusektsioon väheneb kärpimise ja edasise keevitamise tõttu. Et mõista, millised need vahemaad on, on parem vaadata juhiseid: iga torujuhtme läbimõõdu puhul on see suurus erinev.
Pärast torude ettevalmistamist paigaldatakse nende vahele spetsiaalne kütteelement. Otsad tuleb suruda vastu küttekeha, samal ajal kui kuumutamise ajal ei ole võimalik pressimisrõhku muuta. Kütteaeg varieerub sõltuvalt tingimustest. Täpse aja leiate polüetüleentorude keevitamise parameetrite tabelist.
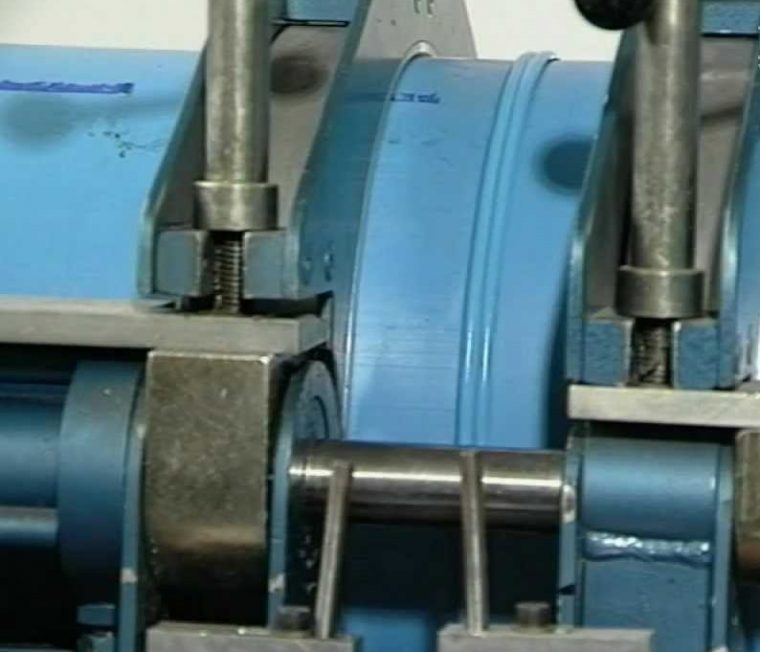
Järgmisena tuleb keevituspeegel eemaldada ja otsad võimalikult kiiresti dokkida, avaldades neile ühtlast survet. Kui köetavad pinnad jahtuvad, mõjutab see paigalduse kvaliteeti. Samuti tuleb kindlasti jälgida, et kütteseadme eemaldamisel ei saastaks ega vigastataks keevitatavaid torusid.
Otsese keevitamise käigus moodustuvad segmentide vahel lõplikud välk- ja molekulaarsidemed. Survet tuleb hoida kogu viimase etapi - jahutamise ajal. On vaja oodata, kuni polüetüleen on täielikult jahtunud, pärast mida saab torud tsentreerimisseadmest eemaldada.
Tulemuseks peaks olema sile ja korralik õmblus. Kvaliteetse töö märgiks on sümmeetriline krae, mis peaks olema mõlemalt poolt ühesuurune. Burri värv peaks olema sama, mis torudel; praod, poorid ja võõrkehad on halb märk.
Parameetrid
Polüetüleentorude põkkkeevitus nõuab teatud parameetrite loendi järgimist. Need on tööriista kuumutamise temperatuur, rõhk, kui otsad surutakse vastu kütteelementi, ja kokkupuuteaeg.
Vajalikud tabelid on reeglina toodud polüetüleentorude jaoks kasutatavate keevitusseadmete kasutusjuhendis.
Kütteelemendi temperatuur sulatamisel ja kuumutamisel on konstantne, seda tuleb hoida vahemikus 200 kuni 220°. Kuid rõhk ja kütteaeg arvutatakse iga torujuhtme tüübi jaoks eraldi.
Kõige parem on rõhku reguleerida vastavalt hüdropumba manomeetrile. Kui aga rõhk genereeritakse käsitsi või kui manomeetrit pole käepärast, tuleb see visuaalselt kindlaks määrata tekkinud jämede kuju ja suuruse järgi. Aja määramiseks kasutatakse stopperit.
Varustus
Selleks, et paigaldusprotsess oleks võimalikult tõhus, peate polüetüleentorude keevitamiseks kasutama spetsiaalseid seadmeid. Tööks sobivad kõige paremini hüdraulilise või mehaanilise ajamiga seadmed. Selliste üksuste kasutamine annab kindlustunde, et inimfaktor protsessi ei sega, mis tähendab, et on võimalik parandada nii paigaldamise kvaliteeti kui ka kiirust.
Polüetüleentorude trimmimise ja keevitamise paigalduse saate ise kokku panna. Selleks on vaja kokku panna mitu komponenti, mis suudavad töötada üksteisest sõltumatult.
Masina põhielement on tsentralisaator. See on raam, mis fikseerib jäigalt segmendid ja ühendusdetailid nelja metallklambriga.
Polüetüleentorude keevitamisel ei saa te ilma trimmerita hakkama. See on ketasmehhanism, mis on varustatud elektrimootoriga. Seade on ette nähtud keevitatud osade otste puhastamiseks. Trimmeril on spetsiaalne kinnitus, tänu millele saab seda paigaldada keevitusmasinale.
Kütteelement on vajalik torude otste soojendamiseks ja sulatamiseks. Sellel on termomeeter ja selle pind on kaetud tefloniga, et polüetüleen ei kleepuks.
Pideva rõhutaseme tagamiseks on vajalik hüdroajam. Samas võib kasutada ka mehaanilist ajamit. Sel juhul tuleb rõhku käsitsi reguleerida.
Samuti vajate töötamisel reduktoreid ja elektroonilist juhtseadet.
Keevitatud detailide kvaliteet sõltub suuresti heast varustusest, kuid vähem oluline pole ka keevitajate professionaalsus. Seetõttu on töö tegemiseks vaja kutsuda sertifitseeritud spetsialiste. Sel juhul on keevitamine kiire ja kvaliteetne.